水冷又称为液冷。水冷散热的原理非常简单: 在一个密闭的液体循环装置,通过泵产生的动力,推动密闭系统中的液体循环,将热沉吸收的芯片产生的热量,通过液体的循环,带到面积更大的散热装置,进行散热。冷却后的液体在次回流到吸热设备,如此循环往复。
由于水冷散热效率高,热传导率为传统风冷方式的 20 倍以上,可以解决几百至数千瓦的散热问题,在激光、军工、医疗、电力电子、工业设备等行业有着广泛的应用。
目前水冷散热行业所用的水冷板主要有四种水道形成方式
1、 埋管式,这种方式是将铝合金板采用CNC铣槽后,将铜管埋入槽内,再用导热胶将间隙填满面成。
优点:此种方式加工相对简单,可靠性好,成本低。
缺点:铝板与铜管之间因为有导热胶存在,导热胶的导热系数比较低,因而散热效果很差。
2、 真空钎焊式,此种方法是将铝板用CNC铣出所需要的水道形状,然后将整块铝板盖在水道上,盖板与铝板之间涂上钎焊料,进入真空钎焊炉烘烤而成。
优点:这种方式可加工成非常复杂的水道,大批量生产时相对成本低。
缺点:
a、 由于钎焊料的流动性,可能会堵塞水道
b、 焊接面钎焊料的流失,可能会造成焊接面不均匀,时间长了造成泄漏。
c、 焊道不能承受剪切力,对振动、温差敏感。
3、电子束焊接水道式,此种方法是将铝板用CNC加工出水道形状,通常将盖板也加工成水道同样的式样,然后将盖板盖在水道上方,采用电子束焊接方式将盖板与水道焊要一起。
优点:电子束焊接能量大,热变形小,深宽比好,焊缝与母材的强度基本一致,可在陕小的空间形成焊缝。
缺点:由于电子束焊接要在真空中进行,因而成本高,不适用于大批量生产,且由于真空室的限制,工件不能做得太大。
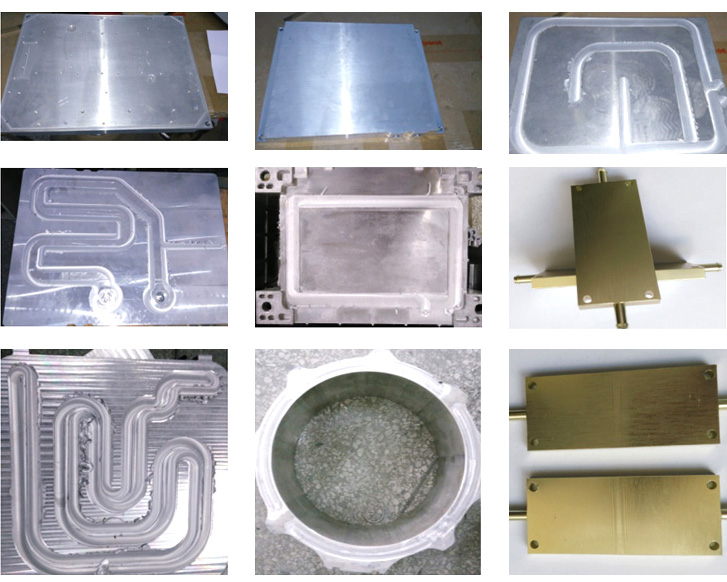
水冷板示例图片:

4、 搅拌摩擦焊焊接水道式, 此种方法是将铝板用CNC加工出水道形状,通常将盖板也加工成水道同样的式样,然后将盖板盖在水道上方,采用搅拌摩擦焊焊接方式将盖板与水道焊要一起。
优点: 搅拌摩擦焊是利用搅拌头的高速旋转而产生热量将焊接体熔成塑性状态, 再经过搅拌头的锻压作用而形成焊缝, 热量相结集中,变形小,焊缝材质与母材接近。由于搅拌头在熔池里不停的搅动,所以形成的焊缝内部没有气孔,焊缝品质高。自动化成度高,适用于大批量生产。
缺点:焊缝不能做得太密。
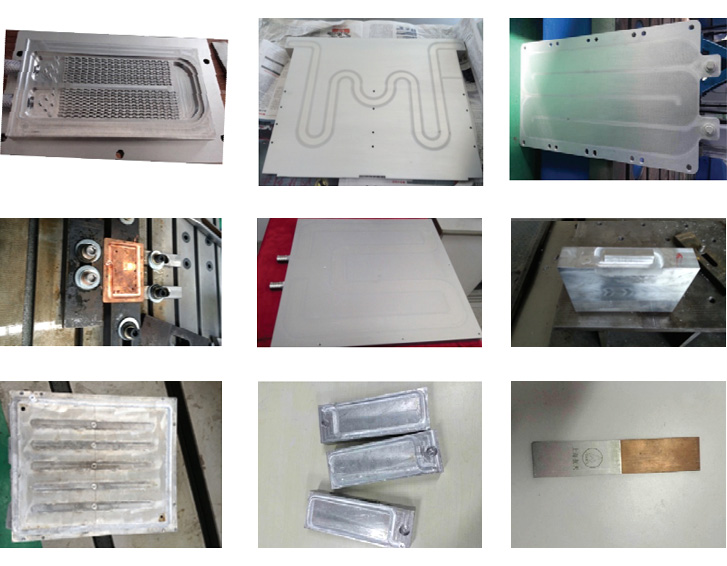
水冷板示例图片:
|

 联系方式
联系方式 QQ客服
QQ客服